



MOZLASER four wires feeding laser welding system
This welding system inludes high power laser welding machine(2000W-3000W),automatic double wire feeder×2,and other related components,like customized nozzle,welding gun clip,and feeding pipes,etc.
- enough laser power 2000W-3000W
- up to 5mm welding seam
- first four wires filling laser welding system in the market
- customized laser focus for 4 wires melton welding
Why wire filled weld even four wires filling is nessessory?
Despite the rapid development of laser welding technology, there are certain shortcomings in single-laser melt welding that do not meet the increasingly diverse needs of the technical welding market:
Firstly, single laser melt welding requires a very strict assembly gap of the weld, which is usually <0.3mm, otherwise it is difficult to achieve a good connection; secondly, single laser melt welding has a high crack sensitivity.
Secondly, single laser melt welding is very susceptible to cracking when welding materials with high crack sensitivity; thirdly, single laser melt welding is very susceptible to cracking when welding materials with high crack sensitivity.
Thirdly, single laser melt welding of large plate thicknesses requires an ultra-high-power laser, the penetration capacity of which depends on the upper power limit of the laser and does not fully guarantee the quality of the weld.
For these reasons MOZLASER has developed automatic wire feeders, from single wire feeders to double wire feeders, to the latest four wire feeding system.
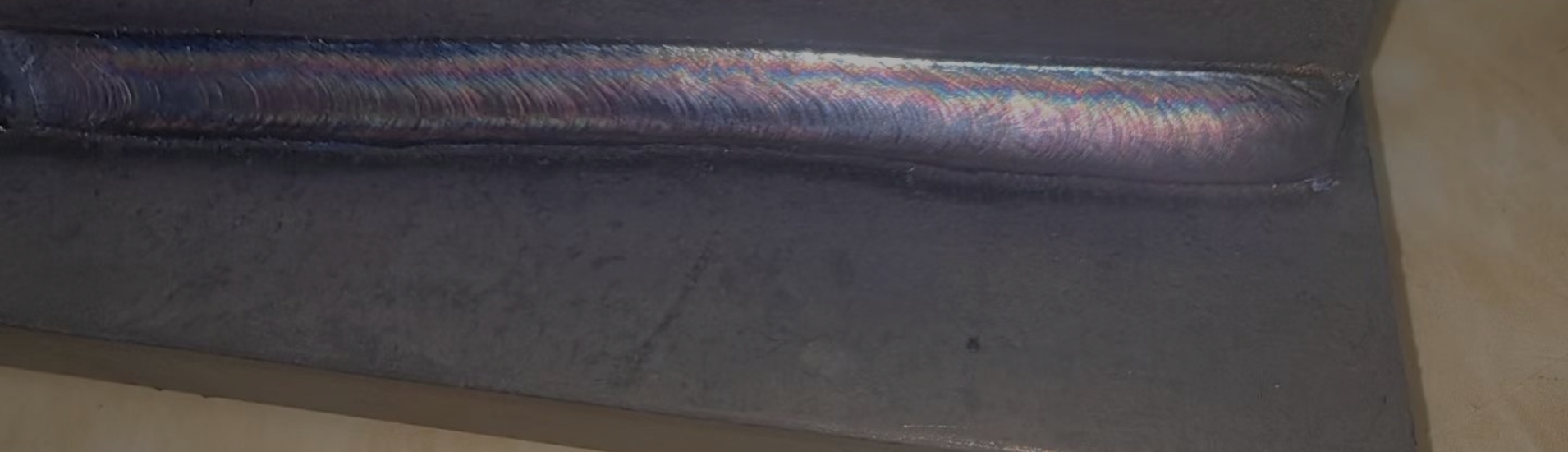
1. Laser welding systems with wire feeding systems can achieve wider weld seams, single wire feeding up to 2 mm, double wire feeding up to 3 mm, 4 wire feeding systems up to 5 mm wide seam.
2. Laser melten welding requires very high laser power to melt the joint edges of the weld, with the wire feeding system to fill the weld, only about half the laser power is required.
3. Wire feed laser welding significantly reduces the assembly requirements of the welded workpiece, as the wire is added to the welding process, the weld pool increases significantly, bridging the gap to a larger weld seam and allowing for a fuller weld seam.
The launch of the MOZLASER 4-wire feeding system emphasises this advantage.
Laser wirefill welding application advantages in the field of special metals
Laser wirefill welding in the field of special metals
With the development of laser wirefill welding technology and the increase of the upper limit of laser power, the application of laser wirefill welding is getting more and more extensive mainly in the following aspects.
Laser wirefill welding of aluminium alloys
Generally speaking, because the aluminium alloy itself has a high reflectivity to the laser and high thermal conductivity, the laser power required for laser welding of aluminium alloys is higher, which will lead to serious evaporation and burnout of the low boiling point elements in the aluminium alloy (e.g., Mg, Zn, etc.), and at the same time, its molten pool has a low surface tension that affects the solidification characteristics of the weld seam. These reasons will lead to laser welding aluminium alloy still have more problems – poor mechanical properties of the joints, poor weld shaping, serious porosity and cracks.
The use of laser filler wire welding aluminum alloy will significantly improve these problems: ① laser filler wire welding can improve the depression of the weld surface, effectively improve the weld seam forming, and the welding process spatter is small; ② the addition of wire can not only affect the weld seam in the crystallographic orientation of the columnar crystals, dilute the weld centre columnar crystals relative to the growth of the crystallographic interface generated by the weld seam to improve the weld seam forming, but also improve the material’s absorption of laser light, increased Melt width, microhardness slightly reduced, and in the optimised process parameters, the tensile strength and elongation of the joint will significantly improve; ③ suitable process parameters welding can be obtained without obvious internal defects, microhardness of HV60 or more, the joint HAZ area without significant softening of the weld joint, tensile test fracture in the base material area.
Laser wire filler welding of other dissimilar metals
For some harsh working environment or based on cost considerations, often need a workpiece can have more than one aspect of special properties, such as corrosion resistance, high strength, heat resistance, wear resistance, high conductivity, heat dissipation, etc., but the vast majority of metal materials can not have more than one more prominent special properties, and with special properties of metal materials are often rare and expensive, and not be able to A large number of use, so if you can make a variety of materials with special properties to achieve effective connection, it may meet the use of demand. The physical and chemical properties of dissimilar metal materials are generally greater differences in the welding process will inevitably form intermetallic compounds, its impact on the performance of the weld joint is very large, brittle intermetallic compounds will make the weld very easy to produce cracks, so the direct use of a single laser welded dissimilar metal joints is very difficult to control the stability of the process is difficult to process reproduction difficulties. A large number of scholars and experts found that the laser wirefill welding for combination welding dissimilar metal effect is relatively good, the selection of appropriate wirefill welding will have a certain degree of inhibition of the formation of intermetallic compounds, can significantly improve the mechanical properties of welded joints,:
① laser filler wire welding welding Mg/Cu lap joints, in the appropriate process parameters can be obtained under the formation of good and have a certain degree of strength of the joints of the dissimilar metal The maximum tensile strength of Mg/Cu lap joint can reach 164.2 MPa, which is 64% of the base material of magnesium alloy; ② Welding research on AI/Ti lap joint and butt joint shows that the welding process is stable when using a rectangular spot, the forming is beautiful, and the quality of welded joints with a wide range of process parameters is high, and the maximum tensile strength of the welded joints can reach 94% of that of the base material of aluminium alloy.